Research Article
Production of Bioethanol using Water Hyacinth, an Aquatic Weed, as a Substrate
Shweta I. Patel* and Nirali G. Patel
Department of Microbiology, Bhagwan Mahavir College of Biotechnology, Surat, Gujarat, India
*Corresponding author: Shweta I. Patel, Department of Microbiology, Bhagwan Mahavir College of Biotechnology, Surat, Gujarat, India, E-mail: Shwetu1210@gmail.com
Article Information: Submission: 10/03/2015; Accepted: 23/04/2015; Published: 27/04/2015
Copyright: © 2015 Shweta I Patel, et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Abstract
Water Hyacinth is a one of the aquatic plants which causes serious concern on aquatic environment. All efforts to control the growth and spread of
this weed have failed and hence concept of “Eradication through utilization” is being attempted. The purpose of present work is to study the production of
ethanol from water hyacinth, used as substrate, using isolated microbial strain. The cellulase enzyme producing microbial strains were isolated and the potent
cellulase producer strain is used to digest water hyacinth biomass, for the production of ethanol. The main objective is to reduce production cost of the ethanol
by using Water Hyacinth as a raw material and explore its feasibility for commercial scale utilization.
Keywords
Bio-ethanol; Water hyacinth; Cellulase; Aquatic environment
Introduction
Energy consumption has increased steadily over the last century
as the world population has grown and more countries have become
industrialized. Bio ethanol is being considered as a potential liquid
fuel due to the limited amount of natural resources. Cellulose biomass
is also being investigated as a potential substrate for bioethanol
production [1]. Especially bioethanol produced from non-food
lignocellulosic waste products as wood chips and straw or non-food
crops as willow could be an environmentally-friendly alternative
[2,3]. Lignocellulose consists of three major constituents: cellulose,
hemicelluloses and lignin [4]. The water hyacinth (Eichhornia crassipes) is a native plant of Brazil but has been naturalized in
many tropical/temperate countries. The water hyacinth plant is a
free-floating aquatic plant has spread to more than 50 countries
on five continents [6]. The plant tolerates extremes in water level
fluctuations, seasonal variations in flow velocity, nutrient availability,
pH, temperature and toxic substances [6]. It can even grow at salinity
levels up to 0.24% as was shown in Indonesia. Extremely high growth
rates of up to 100-140 ton dry material Ha-1year-1 were reported,
depending on the location and time of the year. The coverage
of waterways by water hyacinth has created various problems.
Examples are the destruction of ecosystems, irrigation problems and an increase in mosquito populations [7]. These negative effects
therefore, on one hand, attempts have been geared towards the use
of biological, chemical and mechanical approaches for preventing the
spread of, or eradication of, water hyacinth [8,9]. Aquatic plants have
many advantages such as growing on and in bodies of water without
competing against most grains and vegetables for arable land; they are
also used for water purification to extract nutrients and heavy metals.
These studies indicate that water hyacinth is a promising plant for
ethanol production [9]. The purpose of present work is to study the
production of ethanol from water hyacinth, used as substrate, using
isolated microbial strain. The cellulase enzyme producing microbial
strains were isolated and the potent cellulase producer strain is used
to digest water hyacinth biomass, for the production of ethanol. The
main objective is to reduce production cost of the ethanol by using
Water Hyacinth as a raw material and explore its feasibility for
commercial scale utilization [10-14].
Objective
To study the feasibility of water hyacinth as energy crop and to
isolate potential cellulase strain of microorganism for the conversion
of Lignocellulosic biomass into ethanol at lower cost with effective
technologies by “Eradication through utilization”
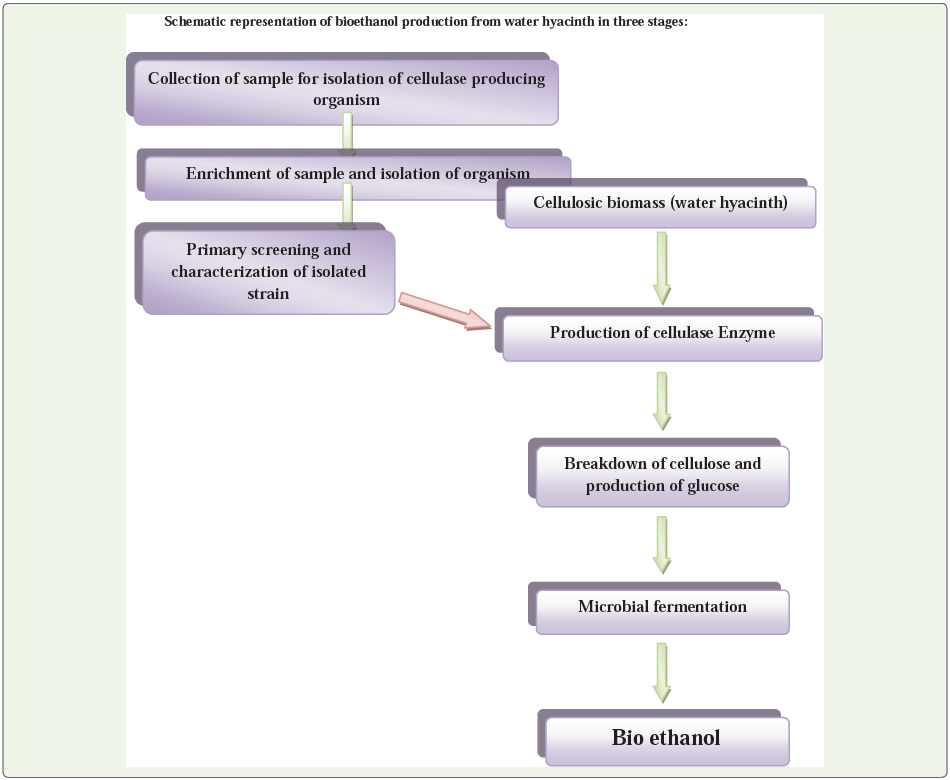
Materials and Method
Stage 1: Isolation and Screening Of Cellulase Producing Microorganism:
Collection and Enrichment of sample: For isolation of cellulase
producing microorganisms various sample were collected. Samples
were collected from cattle dung, composite soil, the wood-wastes
near by the vicinity of Bhagwan Mahavir Education Foundation,
Bharthana, Surat, Gujarat, India. Samples were collected in the airtight
sterile plastic container with the help of sterile spatula and transfer
immediately to laboratory. The collected samples were enriched by
substrate induction method by using Bushnell Hass (BH) media
supplemented with carboxy methyl cellulose (CMC). Composition of
BH agar medium gl-1: MgSO4, 0.2; CaCl2, 0.02; KH2PO4, 1.0; (NH4) NO3, 1.0; FeCl3, 0.05. After 15 days, 5 ml of sample was removed from
the enriched flask and added it to sterile BH medium supplemented
with CMC. Such three transfers were made.Isolation and primary screening of Cellulase producing microorganism: After third transfer; 0.5 ml of culture was spread on
the BH agar medium plate. Plates were incubated at 30 °C for 48 h.
After 48hr, growth was observed and plates were labeled as master
plates, replica of those master plates were made on BH agar medium,
replica plates were incubated at 30 °C for 48 h. Master plates were
flooded with an aqueous solution of 1% Congo red and shaken at 50
rpm for 15 min in shaking incubator. The Congo red solution was
then poured off; plates were further flooded with 1 M NaCl solution
and shaken again at 50 rpm for 15 min. Unstained areas surrounding
colonies of microorganism indicate the CMC has been broken Down.
Diameter of unstained area is measured, based on the diameter
potent strains of microorganisms were selected. Pure culture of
that organism was obtained from the respective replica plates. Pure
cultures were preserved on BH medium agar slants supplemented
with CMC.
Isolated cellulolytic bacteria were characterized on the base of
Gram reaction, morphology and biochemical characteristics.
Stage 2: Production Of Cellulase Enzyme:
Fresh water hyacinth was collected from fresh water pond,
Bharthana, Surat, Gujarat. Leaves of Water Hyacinth were chopped
2-3 cm and dried in hot air oven at 70 °C for 48hr. Then dried
material was pulverized and sieved through 80-mesh sieve, the undersize
material was used for the substrate for production of cellulase
enzyme.100 ml Bushnell Hass (BH) media supplemented with 10% water
hyacinth was taken in 250 ml Earlene Mayer flask, the initial pH of
the medium was adjusted to 6 before being autoclaved at 121°C for
15min.
Inoculum was prepared from preserved BH medium agar slant
by activation of culture for 24 hrs in BH medium broth supplemented
with CMC. 5 ml of inoculum was added in respective flask of
production medium. Inoculated flasks were kept on rotary shaker
(100 rpm) at 30 °C.
Enzyme assay: After the interval of every 24 h, samples were removed from flask. CMC activity was determined at 50°C by filter
paper assay using filter paper as a substrate. A reactive mixture
contains substrate in 0.05 M citrate buffer (pH 4.8) and 1.0ml of
culture supernatant. The mixture was incubated at 50 °C for 30 min.
The reducing sugar released was measured using 3, 5-dinitrosalicyclic
acid (DNSA). Control was prepared with 5min boiled enzyme. One
unit of enzyme activity was expressed as the above assay condition by
using glucose as a standard curve.
Stage 3: Ethanol Production:
Cellulose in water hyacinth is hydrolysed to reducing sugars
which are then subjected to fermentation by yeast to yield alcohol.
Saccharomyces cerevisiae was used for the production of ethanol.
Glucose yeast extract agar medium was used to maintain S. cerevisiae.
The production medium from previous stage was autoclaved at 121°C
for 20 min and inoculated with yeast. The samples were incubated
at room temperature for 3 days. The alcohol content of the reaction
mixture was estimated by dichromate oxidation method.For the estimation of ethanol by dichromate method ,we can take
1ml filtrate and then make final volume 5 ml with distill water and
then add 10 ml potassium dichromate method (same way prepare
blank but instead of filtrate take distill water) and put flask in dark
for 30 min and then after incubation take out flasks and then add
4ml 20% KI solution then immediately titrate against 0.1N Sodium
thiosulphate (Na2S2O3) till pale yellow colour appear after that add
2-3 drops of 1% Starch as indicator and again titrate against Sodium
thiosulphate (Na2S2O3) till blue colour disappear and note the amount
of Sodium thiosulphate(Na2S2O3) required to bring colour changes,
then using blank, calculate (B-E) and using standard graph find out
the concentration of our filtrate.
Results
From the enriched sample, five cellulase producing strains were
isolated.
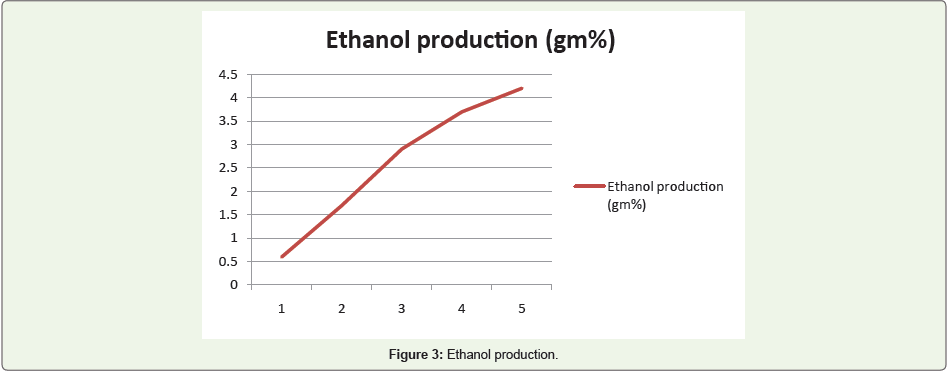
Determination of cellulase activity of Isolates:
For the screening and isolation of potential strain which have
maximum activity of degradation of cellulose we can used carboxy
methyl cellulase(CMC) as subtract from this we can observed
maximum activity through observing Zone of clearance which
summarized in Figure 1-3.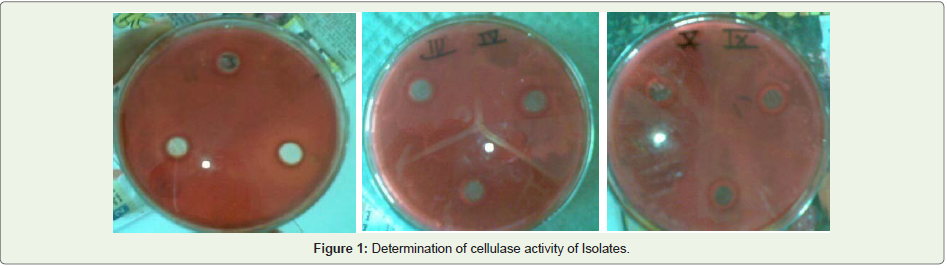

Characterization of isolates collected from samples
After collection of sample from different areas, we characterized
potential isolates summarized in Table 1.
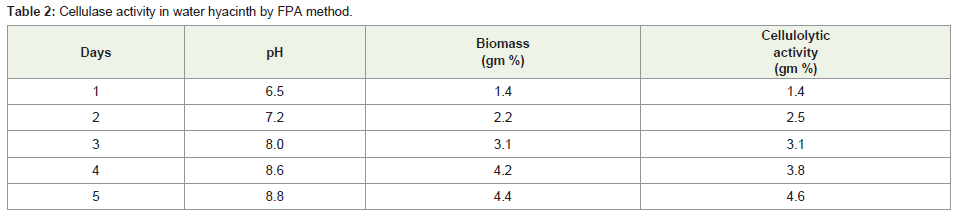
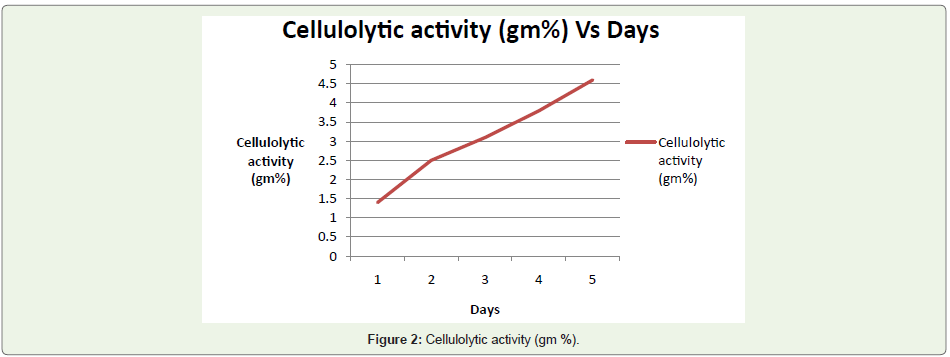
Cellulase activity in water hyacinth by FPA method:
After hydrolysis of cellulosic biomass, yield mixture of sugar,
which content determined by Filter paper assay, as summarized in
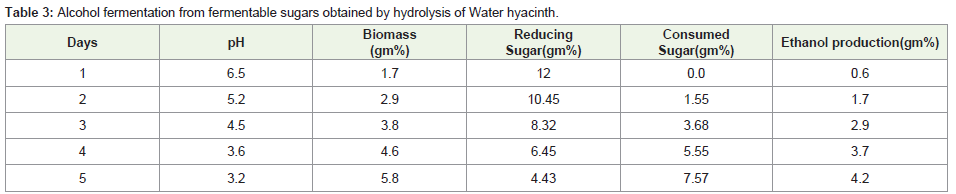
Table 2.Ethanol estimation by dichromate method:
A significant amount of ethanol was produced by S.cerevisiae
from the sugar obtained by the saccharification of water hyacinth
substrate (Table 2 and 3). Yeast grow well in the pH range 3.5 – 5.0. Alcohol yield was lower below pH 3 and optimal at pH 4.
Maximum alcohol production was found to be at a temperature of
29oC, summarized as Table 3.Conclusion
In conclusion, we explored a high feasibility of using an
appropriate technology (Acid hydrolysis and yeast fermentation)
for the bioconversion from water hyacinth to ethanol. And by using
protein isolated strain we can get maximum ethanol production
from saccharification of water hyacinth. As previously mentioned,
the water hyacinth is one of the worst weeds that causing the major
problem to the global aquatic or terrestrial particularly in the tropics.
Although control managements have been widely applied to keep
the plant at a low level using herbicides and mechanical removal, in
most of the cases, it remains ineffective due to the pernicious invasive
growing of the aquatic hyacinth. The technique here in, more or
less helps lowering the plant while provides the simple and low cost
process that suit to the developing countries.
Acknowledgement
The Author is thankful to Dr. R. Krishnamurthy for providing
Laboratory facilities and thankful for his support and encouragement.
References
Citation
Patel SI, Patel NG. Production of Bioethanol using Water Hyacinth, an Aquatic Weed, as a Substrate. J Environ Soc Sci. 2015;2(1): 108.